Výhody pseudokoaxiálního vidění v laserovém značení DPS
Zde je shrnutí výhod použití pseudokoaxiálního vidění (často v této souvislosti označovaného jako vidění skrz objektiv nebo TTL nebo koaxiální vidění prostřednictvím slučovače paprsků) ve srovnání s viděním mimo osu (Side-Axis) pro inline laserové značení QR kódů na PCB.
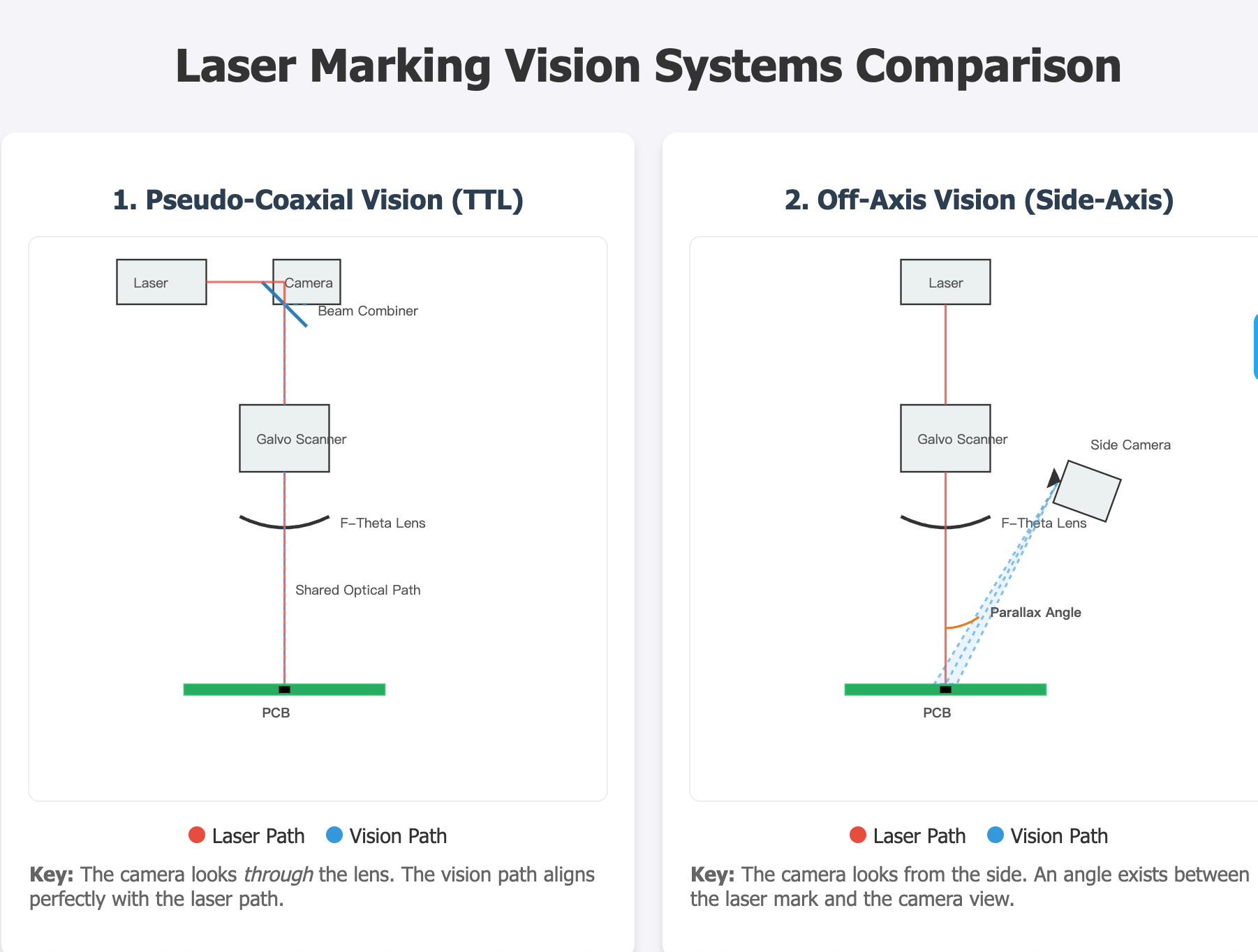
Pseudokoaxiální vidění
( Vidění mimo osu (postranní osa) )
1. Vynikající přesnost kalibrace a vyrovnání
• Přímá optická dráha: V pseudokoaxiálním systému sdílí kamerová kamera stejnou optickou dráhu (obvykle přes dichroické zrcadlo nebo slučovač paprsků) jako laserový paprsek. To znamená, že kamera 'vidí' přesně to, co 'vidí' laser.
• Odstranění chyby paralaxy: Kamery mimo osu sledují cíl z úhlu. Pokud se změní výška desky plošných spojů (deformace) nebo se posune ohnisko osy Z, posune se poloha značky v pohledu kamery vzhledem ke skutečné poloze laseru. Pseudokoaxiální vidění tuto chybu paralaxy eliminuje a zajišťuje, že laser zaměří přesně tam, kam míří kamerový systém, bez ohledu na nepatrné výškové odchylky.
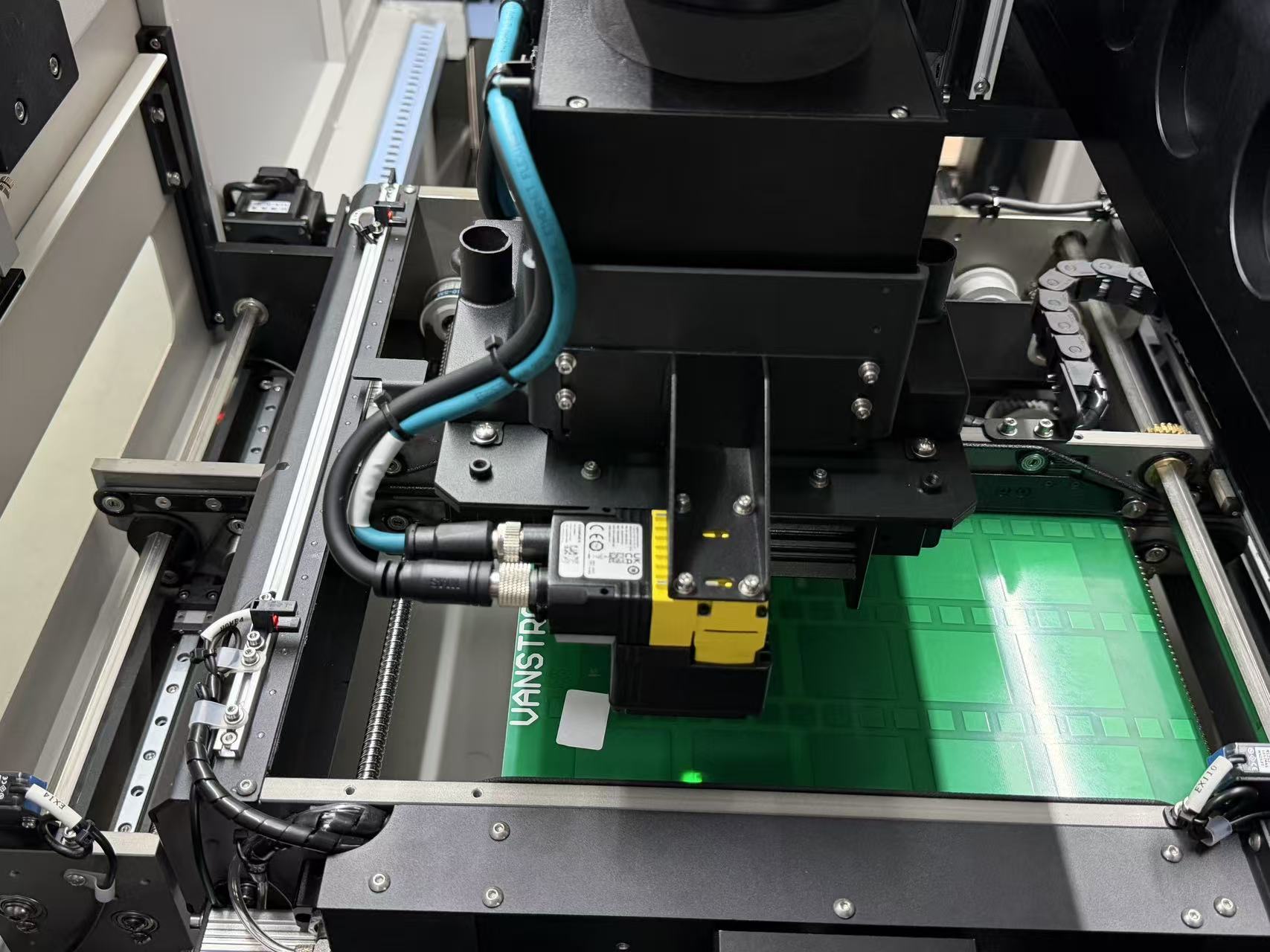
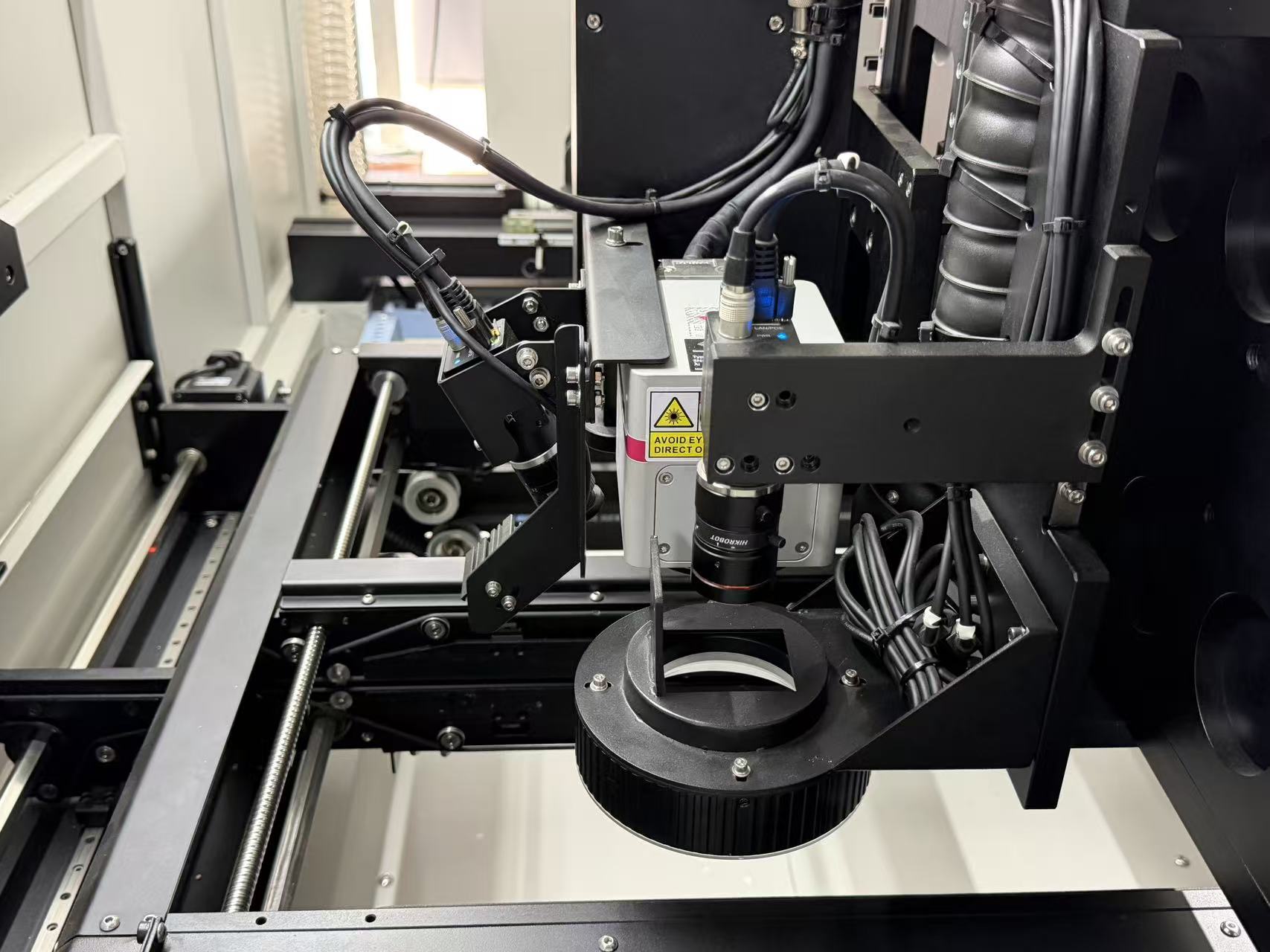
2. Kompaktní a zjednodušené mechanické provedení
• Prostorová efektivita: Inline zařízení pro manipulaci s PCB má často omezený prostor. Pseudokoaxiální nastavení integruje kameru přímo do snímací hlavy galvanometru nebo optické dráhy laseru. To odstraňuje potřebu objemných držáků externích kamer a osvětlovacích těles visících z boku laserové hlavy.
• Snížené rušení: Neexistuje žádné riziko fyzické kolize externí kamery se součástkami na desce plošných spojů nebo mechanismu dopravníku.
3. V reálném čase 'Co vidíte, je to, co označujete' (WYSIWYM)
• Simulace předběžného značení: Šablonu značení můžete překrýt přímo na živé video s extrémně vysokou přesností. Díky tomu je nastavení a vytváření receptů pro operátory mnohem intuitivnější.
• Ověření po označení: Protože se kamera dívá skrz snímací čočku (objektiv F-theta), může okamžitě ověřit kvalitu a polohu značky, aniž by bylo nutné přesunout galvanometr nebo desku plošných spojů do samostatné kontrolní stanice.
4. Odolnost proti deformaci desky plošných spojů a chybám umístění
• Kompatibilita automatického ostření: Pokud je systém vybaven jednotkou 3D dynamického ostření, koaxiální kamera může pomoci při určování ohniskové roviny přesněji než úhlová kamera, která má problémy s vnímáním hloubky.
• Korekce zkreslení: Kamery mimo osu vyžadují složitou softwarovou kalibraci pro korekci lichoběžníkového zkreslení způsobeného pozorovacím úhlem. Koaxiální vidění sleduje pole (většinou) kolmo, čímž se snižuje zkreslení perspektivy a zjednodušují se algoritmy zpracování obrazu potřebné pro čtení kódů Data Matrix (ECC200) s vysokou hustotou.
5. Vysoce přesné umístění značek na malé součásti
• Zarovnání zorného pole (FOV): U plošných spojů s vysokou hustotou, kde musí být QR kódy umístěny na velmi malé oblasti (např. stínící plechovky nebo specifické referenční značky), aniž by došlo k poškození okolních komponent, je absolutní synchronizace souřadnic poskytovaná koaxiálním viděním lepší. Systémy mimo osu jsou náchylnější k „driftu“ v průběhu času v důsledku tepelné roztažnosti nebo mechanických vibrací ovlivňujících samostatný držák kamery.
Souhrnná tabulka
Funkce |
Pseudokoaxiální vidění (TTL) |
Vidění mimo osu (boční osa) |
Chyba paralaxy |
Žádné (Vysoká přesnost v různých výškách) |
Vysoká (citlivá na změny výšky Z) |
Kalibrace |
Jednoduché (1 nebo 9 bodů, vysoce stabilní) |
Komplexní (vyžaduje časté mapování souřadnic) |
Požadavek na prostor |
Kompaktní (integrovaná vnitřní optika) |
Objemný (vyžaduje externí montáž) |
Zkreslení perspektivy |
Nízká (pohled shora dolů) |
Vysoká (lichoběžníkový pohled vyžaduje korekci) |
Přesnost |
Vysoká (Ideální pro PCB s vysokou hustotou) |
Střední (Přijatelné pro velké čisté plochy) |
Závěr:
Pro průmysl sledovatelnosti PCB, kde přesnost, prostorová omezení a manipulace s deformací PCB, je jsou kritické Pseudo-Coaxial Vision vynikající volbou. Zajišťuje, že kód Data Matrix je označen přesně tam, kde je zamýšlen, a lze jej okamžitě ověřit, čímž se maximalizuje výnos prvního průchodu (FPY) výrobní linky.