Pseudo-koaksiaalse nägemise eelised PCB lasermärgistamisel
Siin on kokkuvõte pseudo-koaksiaalse nägemise (selles kontekstis sageli viidatud kui läbi objektiivi või TTL-nägemise või kiirkombinaatori kaudu koaksiaalse nägemise) kasutamise eelistest võrreldes teljevälise (külgtelje) nägemisega QR-koodide sees-lasermärgistamiseks PCB-dele.
Pseudo-koaksiaalne nägemine
( Teljeväline (külgtelg) nägemine )
1. Suurepärane kalibreerimise ja joondamise täpsus
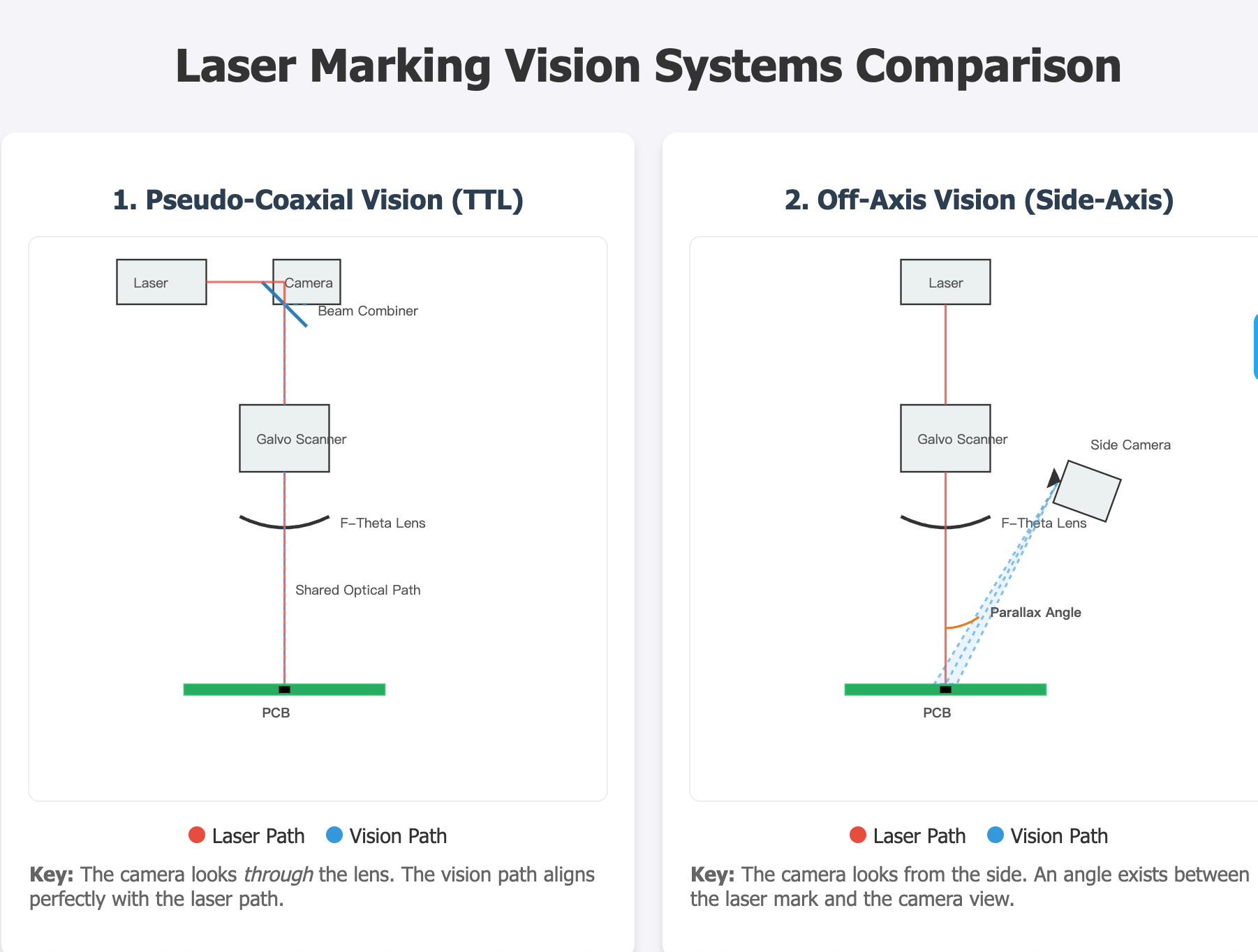
• Otsene optiline tee: pseudo-koaksiaalsüsteemis jagab nägemiskaamera sama optilist rada (tavaliselt dikroonse peegli või kiirte kombineerija kaudu) kui laserkiir. See tähendab, et kaamera 'näeb' täpselt seda, mida laser 'näeb'.
• Parallaksivea kõrvaldamine: teljevälised kaamerad vaatavad sihtmärki nurga alt. Kui PCB kõrgus muutub (väänatus) või Z-telje fookus nihkub, nihkub märgi asukoht kaamera vaates laseri tegeliku asendi suhtes. Pseudo-koaksiaalne nägemine kõrvaldab selle parallaksivea, tagades, et laser märgistab täpselt seda, kuhu nägemissüsteem sihib, olenemata väikestest kõrguse erinevustest.
2. Kompaktne ja lihtsustatud mehaaniline disain
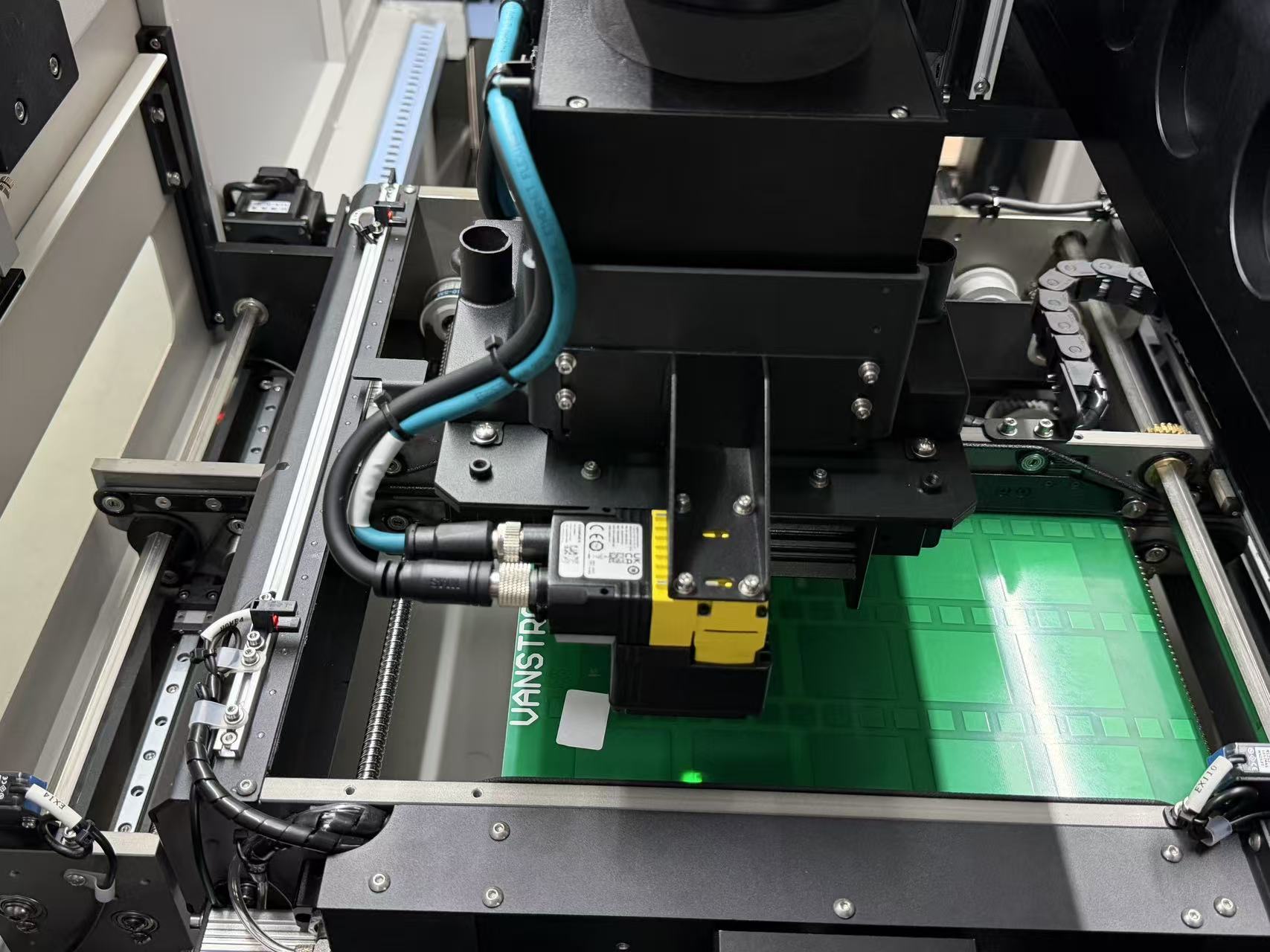
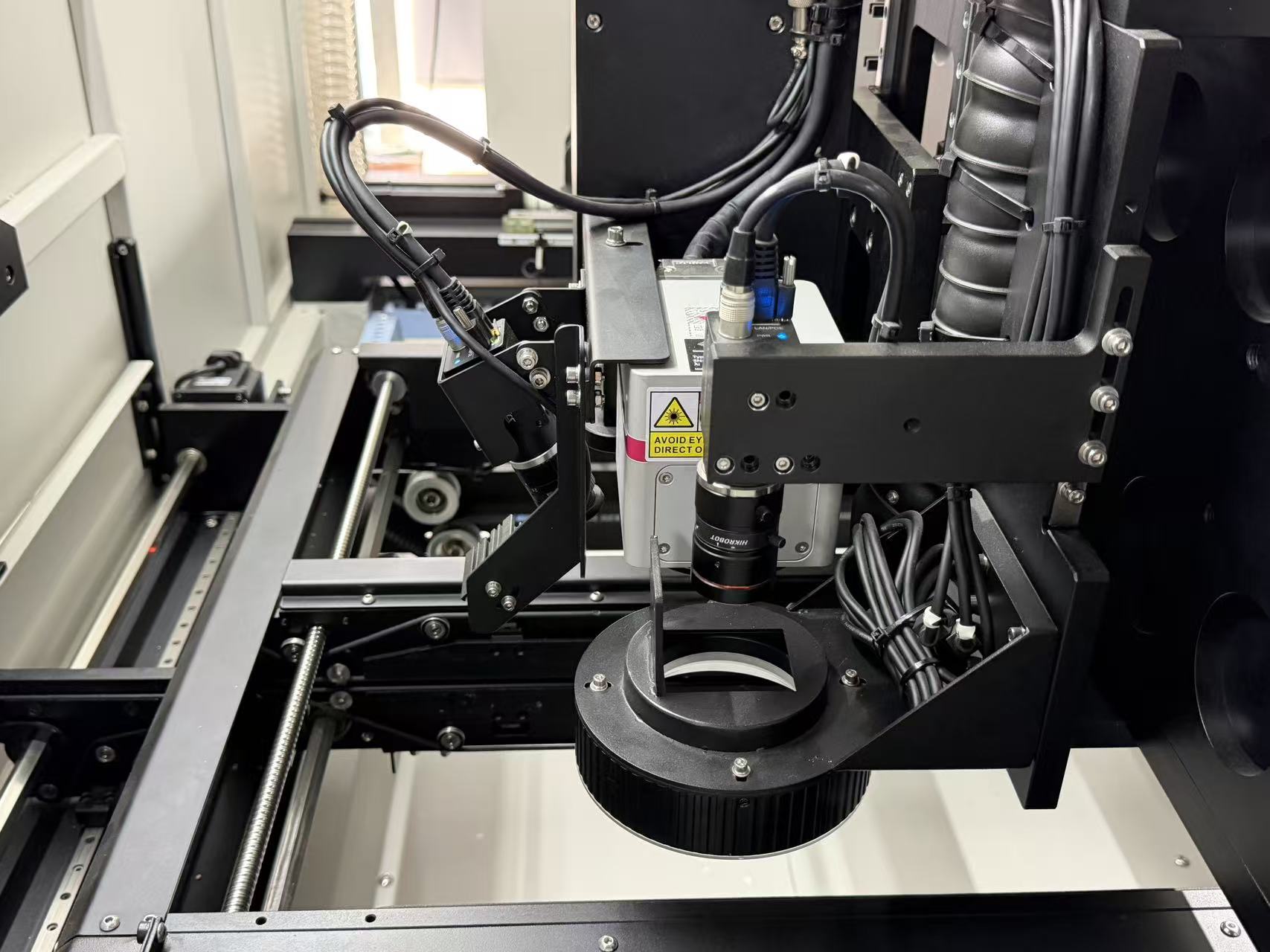
• Ruumisäästlikkus: Inline PCB-käitlusseadmetel on sageli piiratud ruumi. Pseudo-koaksiaalne seadistus integreerib kaamera otse galvanomeetri skaneerimispeasse või laseri optilisse teekonda. See eemaldab vajaduse laserpea küljelt rippuvate mahukate väliste kaameraklambrite ja valgustusseadmete järele.
• Vähendatud häired: puudub oht, et väline kaamera puutub kokku PCB või konveiermehhanismi komponentidega.
3. Reaalajas 'See, mida näete, on see, mida märgite' (WYSIWYM)
• Märgistamise-eelne simulatsioon: saate märgistusmalli ülimalt suure täpsusega otse otseülekandele üle kanda. See muudab seadistamise ja retseptide loomise operaatorite jaoks palju intuitiivsemaks.
• Märgistusjärgne kontrollimine: kuna kaamera vaatab läbi skaneerimisläätse (F-teeta objektiiv), saab see kohe kontrollida märgi kvaliteeti ja asendit ilma galvanomeetrit või PCB-d eraldi kontrolljaama viimata.
4. Vastupidavus PCB väändumise ja positsioneerimisvigade vastu
• Automaatse teravustamise ühilduvus: kui süsteem on varustatud 3D-dünaamilise teravustamisseadmega, võib koaksiaalkaamera aidata fookustasandit täpsemalt määrata kui nurga all olev kaamera, millel on probleeme sügavuse tajumisega.
• Moonutuste korrigeerimine: teljevälised kaamerad nõuavad keerukat tarkvara kalibreerimist, et korrigeerida vaatenurgast tingitud trapetsikujulisi moonutusi. Koaksiaalne nägemine vaatab välja (enamasti) risti, vähendades perspektiivi moonutusi ja lihtsustades suure tihedusega andmemaatriksi (ECC200) koodide lugemiseks vajalikke pilditöötlusalgoritme.
5. Täpsete märkide paigutamine väikestele komponentidele
• Vaatevälja (FOV) joondamine: suure tihedusega PCB-de puhul, kus QR-koodid tuleb asetada väga väikestele aladele (nt varjestuspurgid või spetsiifilised tugielemendid) ilma ümbritsevaid komponente kahjustamata, on koaksiaalse nägemise pakutav absoluutne koordinaatide sünkroniseerimine parem. Teljevälised süsteemid kalduvad aja jooksul rohkem 'triivi' soojuspaisumise või mehaanilise vibratsiooni tõttu, mis mõjutab eraldi kaamera kinnitust.
Kokkuvõttev tabel
Funktsioon |
Pseudo-koaksiaalne nägemine (TTL) |
Teljeväline nägemine (külgtelg) |
Parallaksi viga |
Puudub (kõrge täpsus erinevatel kõrgustel) |
Kõrge (tundlik Z-kõrguse muutuste suhtes) |
Kalibreerimine |
Lihtne (1- või 9-punktiline, väga stabiilne) |
Kompleksne (nõuab sagedast koordinaatide kaardistamist) |
Ruumivajadus |
Kompaktne (sisseehitatud optika) |
Mahukas (vajab välist kinnitust) |
Perspektiivi moonutamine |
Madal (ülevalt alla vaade) |
Kõrge (trapetsikujuline vaade nõuab korrigeerimist) |
Täpsus |
Kõrge (ideaalne suure tihedusega PCBde jaoks) |
Keskmine (vastuvõetav suurte selgete alade jaoks) |
Järeldus:
PCB jälgitavuse tööstuse jaoks, kus täpsus, ruumipiirangud ja PCB kõveruse käsitlemine on kriitilise tähtsusega, on Pseudo-Coaxial Vision parim valik. See tagab, et Data Matrixi kood märgitakse täpselt ettenähtud kohta ja seda saab kohe kontrollida, maksimeerides tootmisliini esimese läbimise tootlikkust (FPY).